Cuando una pieza de inyección de plástico sale del molde con defectos, el impacto no se queda en el taller: llega a tu línea de montaje, a tus plazos de entrega y a tu cuenta de resultados. Los defectos en piezas de inyección de plástico son el indicador más directo de que algo falla en el molde, en el proceso o en ambos. Esta guía analiza los defectos más frecuentes, sus causas raíz y las acciones correctivas que aplican los talleres de matricería, con un enfoque práctico orientado al comprador industrial que necesita piezas conformes desde la primera muestra.
Si ya tienes un proyecto de molde en marcha o estás valorando opciones, te conectamos con talleres de matricería verificados para que compares propuestas reales sobre tu pieza.
Por qué importan los defectos en piezas de inyección al comprador del molde
El comprador del molde no siempre opera la inyectora, pero sí recibe las consecuencias de un molde mal diseñado o mal fabricado. Un defecto recurrente puede significar rechazos en la inspección de entrada de tu cliente OEM, devoluciones de lote, o un retraso que compromete el lanzamiento del producto.
Entender los defectos no es tarea exclusiva del técnico de proceso. Para el jefe de compras o el ingeniero de producto, conocer la causa raíz permite:
- Exigir con criterio durante la revisión del DFM (Design for Manufacturability).
- Evaluar propuestas de talleres con más información: ¿el taller contempla simulación de llenado? ¿Ofrece informe dimensional de primeras muestras?
- Negociar correcciones con datos objetivos si las primeras piezas no cumplen especificación.
Clasificación de defectos según su origen
Los defectos en moldeo por inyección se agrupan en tres categorías según dónde se origina el problema:
Defectos originados en el diseño del molde
Posición incorrecta del punto de inyección, canales de refrigeración mal dimensionados, línea de partición inadecuada, sistema de expulsión insuficiente. Estos defectos no se corrigen ajustando parámetros de máquina: requieren intervención mecánica sobre el molde.
Defectos originados en el proceso de inyección
Presión, temperatura del fundido, velocidad de inyección, tiempo de enfriamiento o temperatura del molde fuera de la ventana óptima. Se corrigen ajustando parámetros sin tocar el molde, siempre que el diseño lo permita.
Defectos originados en el material
Humedad residual, contaminación, degradación térmica del polímero o uso de un grado inadecuado para la pieza. La solución pasa por control de materia prima y condiciones de secado.
Marcas de hundimiento (rechupes)
Las marcas de hundimiento son depresiones localizadas en la superficie de la pieza, generalmente sobre zonas de mayor espesor o donde confluyen nervios y paredes. Se producen cuando el material se contrae durante el enfriamiento y no hay presión de mantenimiento suficiente para compensar la reducción de volumen.
Causas raíz habituales: espesor de pared desigual, presión de compactación baja, tiempo de enfriamiento insuficiente, temperatura de molde alta o punto de inyección lejos de la zona gruesa.
Acción correctiva del taller: en fase de DFM, se revisan los espesores y se dimensionan los nervios al 60-80 % de la pared adyacente. Si el molde ya existe, se ajusta presión de compactación y se revisa la refrigeración de la zona afectada.
Llenado incompleto (short shots)
El llenado incompleto o short shot ocurre cuando el polímero fundido no llega a rellenar todas las zonas de la cavidad. La pieza queda incompleta, con bordes irregulares o zonas sin material.
Causas raíz habituales: presión de inyección insuficiente, velocidad de inyección baja, temperatura del fundido demasiado baja, venteos (salidas de aire) obstruidos o insuficientes, o una relación espesor/recorrido de flujo demasiado exigente para el material elegido.
Acción correctiva: verificar dimensionado de venteos, revisar la posición del punto de inyección y, en casos severos, rediseñar el canal de alimentación o añadir un segundo punto de inyección.
Rebabas (flash)
La rebaba es el exceso de material que escapa por la línea de partición del molde o por los asientos de postizos y expulsores. Es uno de los defectos más visibles y uno de los que más coste de retrabajo genera: cada pieza con rebaba necesita desbarbado manual o automático.
Causas raíz habituales: fuerza de cierre insuficiente respecto a la presión de inyección, desgaste de la línea de partición, holguras en postizos o expulsores, o presión de compactación excesiva.
Acción correctiva: el taller verifica el ajuste de la línea de partición, el estado de las superficies de cierre y las holguras. Si el molde es nuevo y ya presenta rebaba, puede indicar un error de diseño en la fuerza de cierre calculada.
Líneas de soldadura y líneas de unión
Cuando dos frentes de flujo se encuentran dentro de la cavidad y no se fusionan completamente, se forma una línea de soldadura (weld line) o de unión (meld line). Estas líneas debilitan mecánicamente la pieza y pueden ser visualmente inaceptables en piezas de aspecto.
Causas raíz habituales: múltiples puntos de inyección, obstáculos en la cavidad (agujeros, postizos), temperatura del fundido baja en el punto de encuentro, velocidad de inyección insuficiente.
Acción correctiva: reposicionar el punto de inyección para desplazar la línea a una zona no crítica, aumentar la temperatura del molde en la zona de confluencia, o mejorar el venteo en ese punto. En el DFM previo, la simulación de llenado permite predecir dónde se formarán estas líneas antes de mecanizar el molde.
Aire atrapado y quemaduras (diesel effect)
El aire que no puede escapar de la cavidad se comprime hasta temperaturas que degradan el polímero, dejando marcas oscuras o quemaduras en la pieza (efecto diésel). También puede causar llenados incompletos si el bolsón de aire impide el avance del frente de flujo.
Causas raíz habituales: venteos insuficientes o mal posicionados, velocidad de inyección excesiva que no permite la evacuación del aire, geometría de la pieza que atrapa aire en zonas ciegas.
Acción correctiva: mecanizar venteos adicionales en la línea de partición o en los postizos, reducir la velocidad de inyección en la fase final del llenado. El diseño del molde debe contemplar venteos desde la fase de DFM, especialmente en piezas con geometrías complejas.
Contracciones dimensionales, alabeos y torceduras
La contracción del polímero al enfriarse es inevitable, pero cuando es desigual aparecen alabeos (warping) y torceduras. La pieza se deforma y no cumple las tolerancias dimensionales del plano, lo que puede impedir el ensamblaje con otros componentes.
Causas raíz habituales: refrigeración asimétrica del molde, diferencias de espesor en la pieza, orientación preferente de las fibras (en materiales reforzados), desmoldeo prematuro.
Acción correctiva: equilibrar los circuitos de refrigeración del molde, uniformizar espesores en el DFM, ajustar tiempos y temperaturas de enfriamiento. En materiales reforzados con fibra de vidrio, el taller puede recomendar una simulación específica para predecir la orientación de fibras y la contracción diferencial.
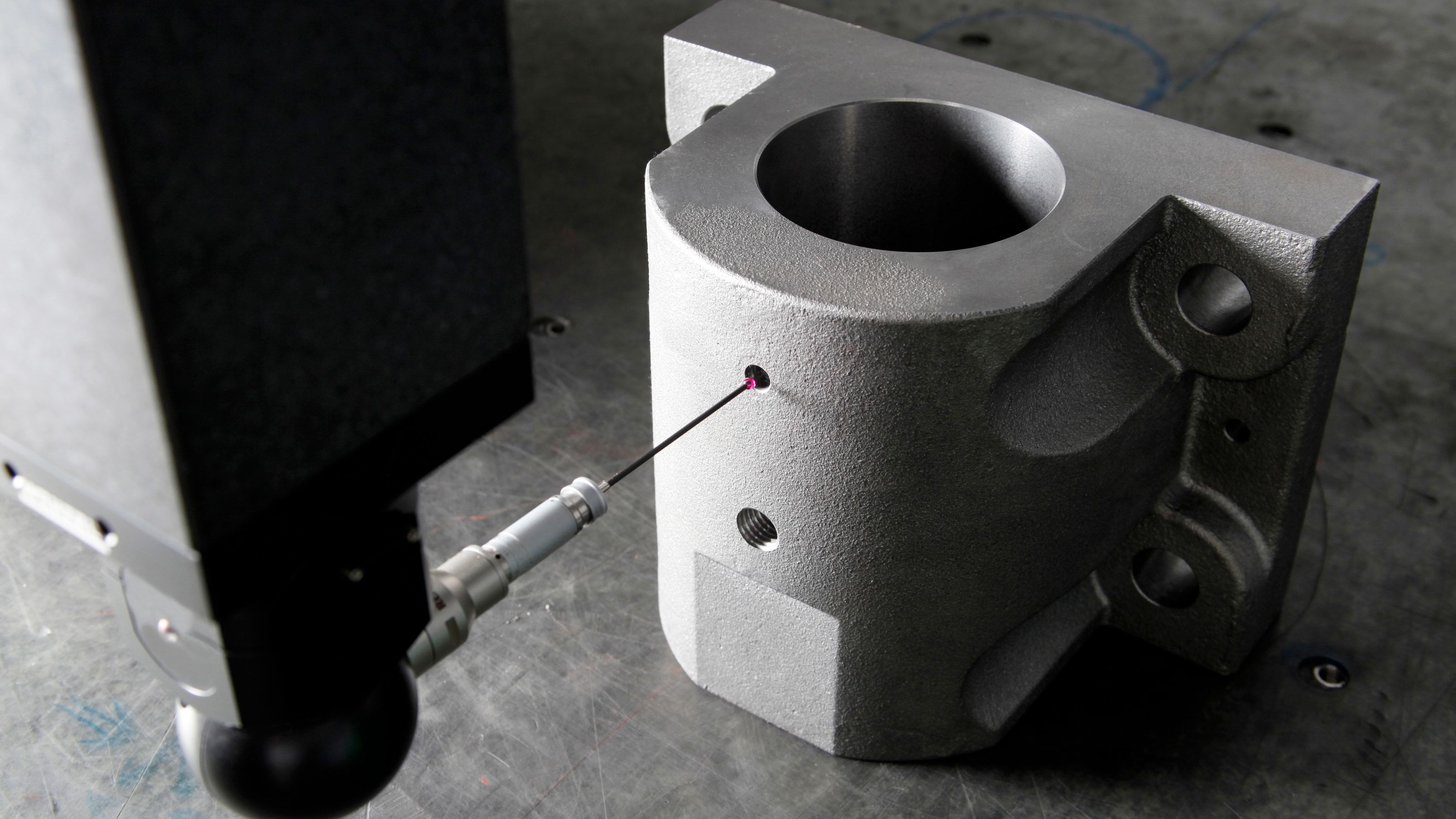
La validación dimensional con máquina de medición por coordenadas (CMM) es la herramienta objetiva para cuantificar estos defectos tras el tryout.
Marcas de flujo y ráfagas plateadas
Las marcas de flujo son patrones visibles en la superficie de la pieza que siguen la dirección del avance del polímero fundido. Las ráfagas plateadas (silver streaks) son líneas brillantes causadas por gases (humedad, aire o volátiles del material) arrastrados por el frente de flujo.
Causas raíz habituales: velocidad de inyección inadecuada, temperatura del fundido baja, material con humedad residual (especialmente nailon, PC, PBT y otros higroscópicos), punto de inyección mal dimensionado que genera turbulencia.
Acción correctiva: secar el material según las especificaciones del fabricante de resina, ajustar perfil de velocidad de inyección, revisar el diámetro y geometría del punto de inyección.
Delaminación
La delaminación se manifiesta como capas o escamas que se despegan de la superficie de la pieza. Indica que las capas de material no se fusionaron durante el proceso.
Causas raíz habituales: contaminación del material (mezcla de resinas incompatibles), temperatura del fundido excesivamente baja, uso de desmoldeante en exceso, o un porcentaje de material reciclado incompatible.
Acción correctiva: verificar la pureza del material en tolva, controlar la dosificación de reciclado, revisar la temperatura del cilindro. Si la delaminación persiste con material virgen certificado, el taller investiga si hay degradación por cizallamiento en el husillo.
Jetting (efecto chorro)
El jetting ocurre cuando el polímero fundido entra en la cavidad como un chorro libre en lugar de avanzar como un frente uniforme. El resultado es una marca serpenteante en la superficie de la pieza.
Causas raíz habituales: punto de inyección muy pequeño frente al espesor de la pared, velocidad de inyección demasiado alta en la fase inicial, entrada directa sin zona de impacto que distribuya el flujo.
Acción correctiva: redimensionar el punto de inyección, añadir una zona de impacto (tab gate), o reducir la velocidad de inyección en la primera fase del llenado.
Degradación térmica y puntos negros
Los puntos negros y las zonas degradadas indican que el polímero ha sufrido degradación térmica por permanecer demasiado tiempo a alta temperatura o por puntos muertos en el cilindro de plastificación donde se acumula material.
Causas raíz habituales: temperatura del cilindro excesiva, tiempo de residencia largo (producción intermitente o máquina sobredimensionada), zonas de acumulación en el canal caliente, contaminación de material degradado en cambios de color o de resina.
Acción correctiva: ajustar temperaturas del cilindro, reducir el tiempo de ciclo muerto, purgar correctamente en cambios de material. Si el problema viene del canal caliente del molde, el taller revisa el diseño para eliminar zonas de estancamiento.
Tabla comparativa de defectos: causa, efecto y acción correctiva
| Defecto | Origen principal | Efecto en la pieza | Acción correctiva prioritaria |
|---|---|---|---|
| Rechupes | Diseño / Proceso | Depresiones en superficie | Espesores uniformes + compactación |
| Llenado incompleto | Proceso / Diseño | Pieza incompleta | Venteos + punto de inyección |
| Rebabas | Molde / Proceso | Exceso de material en junta | Ajuste de cierre + presiones |
| Líneas de soldadura | Diseño / Proceso | Línea visible, debilidad mecánica | Reposicionar inyección + venteo |
| Aire atrapado | Diseño / Proceso | Quemaduras, huecos | Venteos + velocidad controlada |
| Alabeo | Diseño / Proceso | Deformación fuera de tolerancia | Refrigeración equilibrada + DFM |
| Marcas de flujo | Proceso / Material | Patrón visual inaceptable | Perfil de velocidad + secado |
| Delaminación | Material | Capas despegadas | Control de pureza de resina |
| Jetting | Diseño / Proceso | Marca serpenteante | Punto de inyección + velocidad |
| Puntos negros | Proceso / Material | Inclusiones oscuras | Temperatura + purga + canal caliente |
Dónde está el origen del defecto: proceso, material o molde
Antes de corregir un defecto conviene localizar su origen, porque la solución cambia por completo según dónde esté la causa. La mayoría de defectos de inyección se explican por una de estas tres fuentes —o por su combinación:
- Proceso: parámetros de máquina mal ajustados (temperatura, presión, velocidad, tiempos). Son los más rápidos de corregir, porque se ajustan en la inyectora sin tocar el molde.
- Material: granza húmeda, grado inadecuado, contaminación o exceso de reciclado. Se detectan revisando el secado, la ficha técnica y la trazabilidad del lote.
- Molde: refrigeración desequilibrada, venteo insuficiente, puntos de inyección mal situados o desgaste. Son los más costosos, porque obligan a intervenir el acero.
La señal de alerta es el defecto recurrente: si un problema reaparece ciclo tras ciclo pese a ajustar la máquina, el origen suele estar en el molde o en el material, no en el proceso. Un buen diagnóstico evita “perseguir” en la inyectora un defecto que solo se resuelve corrigiendo el utillaje. Por eso el DFM previo y un molde bien diseñado son la mejor prevención: muchos defectos no llegan a aparecer si el molde se concibió bien desde el inicio.
Cómo prevenir defectos en piezas de inyección desde el diseño del molde
La mayoría de los defectos que aparecen en producción tienen su origen en decisiones tomadas —o no tomadas— durante el diseño del molde. El DFM es la fase donde el coste de corregir un error es mínimo comparado con modificar un molde ya mecanizado.
Espesores y transiciones
El principio básico: espesores lo más uniformes posible. Las transiciones bruscas generan contracciones diferenciales, marcas de hundimiento y tensiones internas. Cuando la función de la pieza exige cambios de espesor, se aplican transiciones graduales (rampa, no escalón).
Posición del punto de inyección
Determina cómo llena el polímero la cavidad y, por tanto, dónde se formarán las líneas de soldadura, si habrá aire atrapado y cómo se distribuye la presión. Un taller con experiencia en el sector de la pieza (automoción, packaging, electrónica) sitúa el punto de inyección basándose en simulación de llenado y en su conocimiento del comportamiento del material.
Sistema de refrigeración
Una refrigeración equilibrada reduce el ciclo y previene alabeos. Los circuitos de refrigeración conformal (fabricados por impresión 3D metálica o mecanizado avanzado) permiten seguir la geometría de la pieza con más precisión que los circuitos convencionales taladrados. No todos los moldes los requieren, pero en piezas con geometría compleja o ciclos cortos marcan diferencia.
Venteos
Los venteos deben estar donde el aire se acumula al final del llenado. Un DFM riguroso define su posición, profundidad y anchura para cada material (los venteos admisibles para ABS no son los mismos que para PA con fibra de vidrio). Su coste es mínimo comparado con el coste de corregir quemaduras o llenados incompletos en un molde terminado.
Tendencias recientes en el control de defectos de inyección
El sector de la matricería y el moldeo por inyección atraviesa un periodo de cambio acelerado. Entre las tendencias que un comprador de moldes debe conocer en 2026:
- Simulación integrada en el DFM: la simulación de llenado, compactación y alabeo se ha convertido en requisito estándar en talleres que trabajan para automoción y dispositivos médicos. Según datos publicados por AIMPLAS (Instituto Tecnológico del Plástico), la adopción de herramientas de simulación en talleres españoles ha crecido de forma sostenida en los últimos años.
- Metrología en taller: más talleres integran la medición dimensional (CMM, escáner 3D) en su propio proceso de tryout, en lugar de externalizar. Esto acorta el ciclo de validación de primeras muestras.
- Certificación de calidad como argumento: los talleres que trabajan con sectores exigentes (automoción, aeronáutica, médico) acreditan sus sistemas de gestión según ISO 9001 o IATF 16949. Estas certificaciones no son una carga legal para el comprador del molde, sino un indicador de la capacidad del taller para prevenir defectos de forma sistemática.
- Materiales de ingeniería y reciclados: el uso creciente de polímeros técnicos y resinas con contenido reciclado introduce nuevas ventanas de proceso y nuevos patrones de defectos. El DFM debe contemplar las particularidades reológicas de estos materiales.
Control de calidad y validación dimensional de primeras muestras
El tryout del molde —la primera inyección de piezas reales— es el momento de verdad. Las primeras muestras se someten a inspección visual y, cuando la pieza tiene tolerancias funcionales, a validación dimensional con CMM o escáner 3D.
Qué incluye un informe dimensional
- Medición de cotas críticas según plano.
- Comparativa pieza real vs. CAD nominal.
- Identificación de desviaciones fuera de tolerancia.
- Mapa de colores (en escáner 3D) que visualiza las zonas de desviación.
Cuándo exigir un PPAP o FAI
En automoción, el cliente OEM suele requerir un PPAP (Production Part Approval Process) que incluye el informe dimensional, estudio de capacidad del proceso, diagrama de flujo y plan de control. En aeronáutica se aplica la FAI (First Article Inspection). En otros sectores, un informe dimensional detallado de las primeras muestras es suficiente para validar el molde.
El coste de la validación dimensional es marginal comparado con el coste de descubrir un defecto dimensional cuando las piezas ya están en la cadena de montaje del cliente.
Preguntas frecuentes sobre defectos en piezas de inyección de plástico
¿Cuáles son los defectos más frecuentes en piezas de inyección de plástico?
Los más habituales son las marcas de hundimiento (rechupes), las rebabas, las líneas de soldadura, el llenado incompleto y los alabeos. Cada defecto tiene causas raíz diferentes —diseño del molde, parámetros de proceso o material— y requiere acciones correctivas específicas por parte del taller de matricería.
¿Cómo se previenen los defectos desde el diseño del molde?
La prevención empieza con un buen DFM: espesores uniformes, radios de transición adecuados, ubicación correcta del punto de inyección y un sistema de refrigeración equilibrado. La simulación de llenado antes de mecanizar el molde permite anticipar líneas de soldadura, puntos de aire atrapado y zonas de contracción diferencial.
¿Qué papel juega la validación dimensional en la detección de defectos?
La validación dimensional con CMM confirma que las primeras muestras cumplen tolerancias según plano. Es la herramienta objetiva para detectar contracciones, alabeos o desviaciones que no se aprecian a simple vista, y forma parte del proceso FAI o PPAP en sectores como automoción.
¿Cuándo conviene solicitar un informe dimensional de primeras muestras?
Siempre que la pieza tenga tolerancias funcionales, ensamble con otros componentes o vaya destinada a un sector con requisitos de calidad documentados. El informe lo emite el taller o un laboratorio de metrología independiente tras el tryout del molde.
¿Qué diferencia hay entre un defecto de proceso y un defecto de diseño del molde?
Un defecto de proceso se corrige ajustando parámetros de inyección (presión, temperatura, velocidad) sin modificar el molde. Un defecto de diseño del molde requiere intervención mecánica: reposicionar el punto de inyección, rediseñar canales de refrigeración o modificar la línea de partición. Los segundos son más costosos y refuerzan la importancia de invertir en un DFM riguroso antes de mecanizar.
Siguiente paso: tu molde con talleres verificados
Los defectos en piezas de inyección de plástico se previenen mucho mejor de lo que se corrigen. La clave está en elegir un taller de matricería que domine el DFM, que cuente con capacidad de simulación y que valide dimensionalmente las primeras muestras antes de entregar el molde.
Desde Matrizo centralizamos tu solicitud y te ponemos en contacto con talleres de matricería verificados por proceso y sector. Comparas propuestas reales sobre tu pieza, con plazos por hitos y presupuesto detallado. Sin coste y sin compromiso.
Matrizo.es es un punto de encuentro entre fabricantes de producto y talleres de matricería y fabricantes de moldes verificados. Matrizo no diseña, mecaniza, fabrica, valida ni repara moldes: centraliza tu solicitud y la traslada a talleres verificados. El plazo, el presupuesto y la validación dimensional los determina el taller adjudicatario en función de la complejidad de la pieza y el volumen de serie.
Contenido actualizado a abril de 2026. Las normas y datos de mercado citados son orientativos y deben verificarse con la fuente original antes de cualquier decisión técnica o de compra.